


Открытое акционерное общество "Уфимское моторостроительное производственное объединение" - одно из крупнейших в России двигателестроительных предприятий, удостоенное свыше 30 правительственных наград, в т.ч. двух орденов Ленина и ордена Боевого Красного Знамени, 6 международных и 23 российской, общественной конкурсной и выставочной награды, занимает неизменно высокие позиции в рейтинге крупнейших предприятий России при положительной динамике товарного выпуска продукции.
Наряду с авиационной техникой, газотурбинной энергетикой, значительную долю составляет выпуск высокотехнологичной гражданской продукции, наукоемких изделий бытового назначения и товаров повседневного спроса.
Действующая система менеджмента качества соответствует требованиям международных стандартов серии ISO-9001-2001, что подтверждено сертификатом соответствия NBP 02.112.0495-2004 в системе добровольной сертификации "Военный регистр".
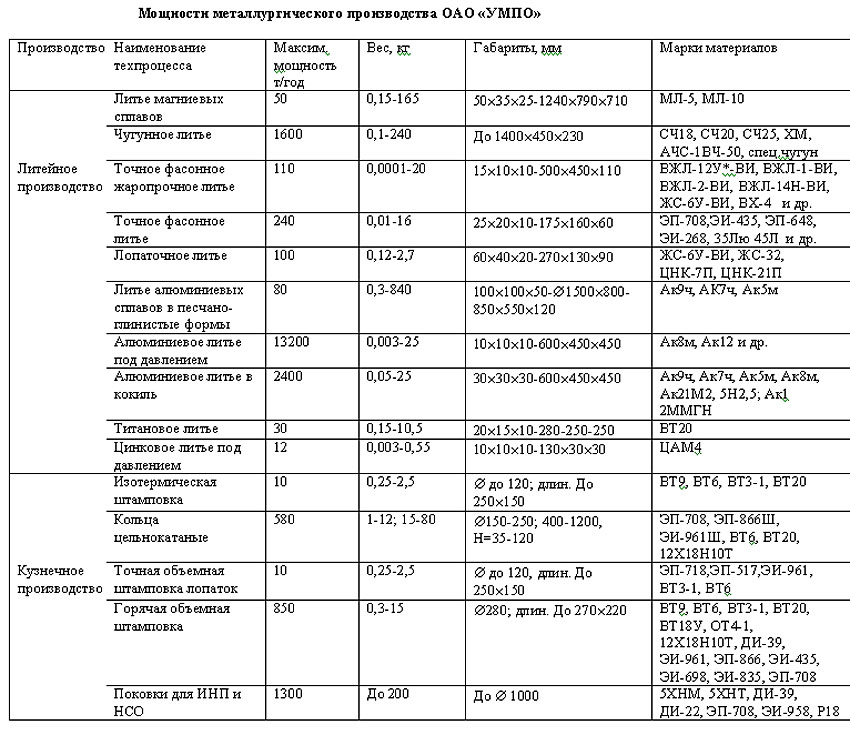
МЕТАЛЛУРГИЧЕСКОЕ ПРОИЗВОДСТВО
Литейное производство
Литейное производство предприятия располагает комплексом современного оборудования для производства фасонного и точного литья ответственного назначения из серых, закаленных, аустенитных и специальных чугунов; углеродистых, нержавеющих, хромоникелевых, аустенитных сталей, жаропрочных и спецсплавов; алюминиевых, титановых, магниевых, цинковых и медных сплавов.
 Предприятие располагает вакуумной установкой для литья лопаток с направленной и монокристаллической структурой мод.УВНК-9А.
Предприятие располагает вакуумной установкой для литья лопаток с направленной и монокристаллической структурой мод.УВНК-9А.
Она предназначена для получения литых деталей длиною до 300 мм(лопаток ГТД и ГТУ) сложной конфигурации с монокристаллической структурой методом направленной кристаллизации с применением жидкометаллического охладителя.
Установка представляет собой сложный энергетический комплекс, оснащенный системами автоматического поддержания температуры в печи и на форме по заданной программе, системой записи температуры в необходимых точках установки, системами вакуумной, гидравлической и водоохлаждения. Все технологические вакуумные затворы, участвующие в процессах герметизации камер, оснащены плавающими системами прижима, что обеспечивает надежную герметичность и минимальное (25 л, нк/с) натекание воздуха.
Для нагревательной печи подогрева форм использованы самые прогрессивные материалы с повышенной стойкостью при технологических температурах. Ванна кристаллизатора с 80 кг расплавленного алюминия, с системой контроля температуры в заданных пределах и механизмом подъема кристаллизатора под обрез печи подогрева форм.
Отличительной особенностью установки является двухзонная печь сопротивления и жидкометаллический кристаллизатор с системой поддержания температуры в определенных пределах.
 Кузнечно-прессовое производство
Кузнечно-прессовое производство
Предприятие располагает комплексом оборудования для ковки, горячей объемной и изотермической штамповки заготовок из сталей, титановых и специальных сплавов.
Прессы гидравлические мод. ПА 2638 ус. 630 тс.
Данный пресс применяется для изготовления деталей и лопаток из титановых сплавов методом изотермической штамповки в условиях сверхпластичности с минимальными припусками на механическую обработку.
Штамповка производится на данном прессе в установках УИШБ-400 для изотермического деформирования с индукционным нагревом или со специальными нагревателями.
Детали типа: "стакан", "диафрагма", "башмак".
Лопатки рабочие КНД, КВД.
Химико - термическое производство
 Предприятие располагает комплексом оборудования для термической и химико-термической обработки изделий.
Предприятие располагает комплексом оборудования для термической и химико-термической обработки изделий.
Установка ионно-плазменного азотирования мод. Н75/100, фирмы "Эльтропульс", Германия.
Процесс обеспечивает получение равномерного качественного упрочненного слоя и требуемую структуру, высокую производительность в сравнении с традиционными методами (в 2 раза).
Габариты рабочего пространства Ø 600 х 1000 мм.
Температура азотирования 550-590 ° С в зависимости от марки материала.
Время процесса 4-70 часов в зависимости от требуемого слоя.
Толщина азотированного слоя 0,1-0,45 мм.
Инженерный центр быстрого прототипирования
Инженерный центр прототипирования ОАО "УМПО" укомплектован оборудованием фирм MCP Group, 3D Systems, GOM, ProMetal, которые являются мировыми лидерами технологии быстрого изготовления прототипов и оснастки, оцифровки и измерения.
Специалисты ИЦП сертифицированы по всему спектру оборудования и технологий быстрого прототипирования и в данный момент освоили технологии создания «быстрой» оснастки, опытных образцов изделий, мелкосерийного и единичного производства изделий сложной конфигурации, проведению анализа качества продукции, выполнению реверсивного инжиниринга.
Синтез технических возможностей оборудования и передовых технологий, которыми располагает инженерный центр прототипирования, позволяет получить полную систему подготовки производства – от компьютерного проектирования до изготовления и контроля деталей и технологического оснащения, что беспрецедентно сокращает время выхода нового изделия на рынок.
Стереолитография
 Стереолитография – технология изготовления пластиковых деталей по компьютерной трёхмерной модели.
Стереолитография – технология изготовления пластиковых деталей по компьютерной трёхмерной модели.
Точные стереолитографические модели, созданные по компьютерной трёхмерной модели, позволяют:
- оценивать конструкцию и внешний вид разрабатываемых изделий;
- проверять собираемость и работоспособность конструкций;
- получать металлические детали, пресс-формы и штампы литьем по выжигаемым моделям;
- быстро изготавливать оснастку для опытных образцов, эластичные силиконовые и металлополимерные формы, литые штампы;
Стереолитография имеет ряд существенных преимуществ:
- высокая точность моделей, необходимая для изготовления оснастки;
- возможность получения поверхности высокого качества;
- возможность получения прозрачных моделей для натурного и т.п. тестирования;
- полная совместимость технологии литья металлических деталей по выжигаемым моделям со стандартным производственным процессом.

ЛАЗЕРНОЕ СПЕКАНИЕ ПОРОШКОВЫХ МАТЕРИАЛОВ
 Селективное лазерное спекание – технология изготовления моделей из порошковых материалов по данным компьютерного проектирования.
Селективное лазерное спекание – технология изготовления моделей из порошковых материалов по данным компьютерного проектирования.
Основная установка – Vanguard HS, которая позволяет изготавливать модели из порошковых материалов на основе полиамида (функциональные модели, дизайн-модели, мастер-модели), на основе полистирола (выжигаемые модели), на основе металлических сплавов (прессформы).
Изделия, полученные методом селективного лазерного спекания, созданные по компьютерной трёхмерной модели, позволяют:
- оценивать конструкцию и внешний вид разрабатываемых изделий;
- проверять собираемость и работоспособность конструкций;
- получать металлические детали литьем по выжигаемым моделям;
- изготавливать оснастку для опытных образцов, эластичные силиконовые, металлические напыляемые и металлополимерные формы, литье штампы;
- изготавливать серийные пресс-формы и штампы литьем стали по выжигаемым полистирольным моделям формообразующих.
Метод селективного лазерного спекания имеет ряд существенных преимуществ:
- высокая скорость построения;
- полная совместимость технологии литья металлических деталей по выжигаемым моделям со стандартным производственным процессом;
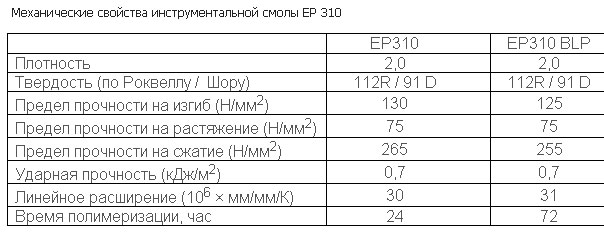
- возможность построения металлических изделий, которые имеют свойства инструментальной стали;
- возможность быстрого выпуска пилотных партий изделий.
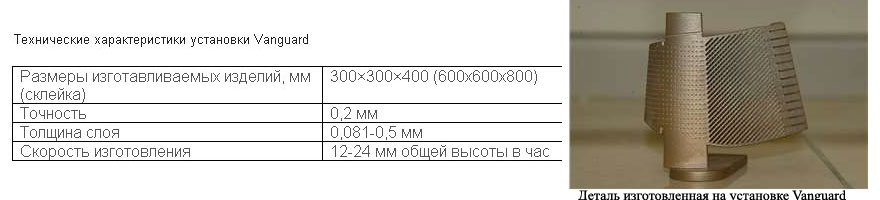
 ПОСЛОЙНОЕ ИЗГОТОВЛЕНИЕ ПЕСЧАНЫХ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ
ПОСЛОЙНОЕ ИЗГОТОВЛЕНИЕ ПЕСЧАНЫХ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ
Комплекс оборудования предназначен для послойного изготовления литейных форм и стержней из песка непосредственно по данным компьютерного проектирования.
ПРЕИМУЩЕСТВА:
- Изготовление форм и стержней из формовочных песков и смол, которые обычно применяются в литейной промышленности, без использования модельной оснастки.
- Экономит время и обеспечивает высокую производительность.
- Обеспечивает быстрое изготовление опытных образцов больших размеров металлических литых деталей и мелкосерийное производство без изготовления модельной оснастки.
- При изменении конструкторско-технологической документации позволяет оперативно (в течение нескольких часов) провести изменения CAD моделей и обеспечить получение песчаных форм и стержней.

*Толщина слоя подбирается под свойства песка
Основные преимущества при применении:
- применение формовочных песков и смол, которые обычно применяются в литейной промышленности;
- послойное формирование позволяет изготавливать литейные формы и стержни любой сложности;
- испытанная технология с применением печатающей головки для введения точного количества отвердителя;
- несвязанная смесь, окружающая изготавливаемую форму, обеспечивает фиксацию при построении;
- технология полностью совместима с технологией литья в землю;
- легкое создание сложных геометрических форм.
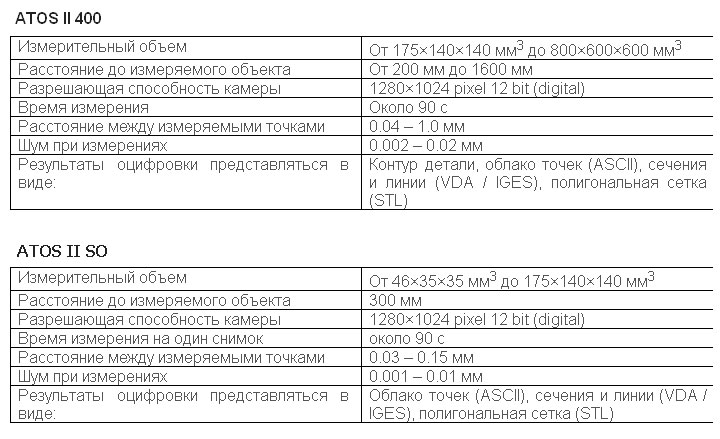
ТРЕХМЕРНЫЕ ОПТИЧЕСКИЕ ИЗМЕРЕНИЯ ГЕОМЕТРИИ
Трёхмерные оптические системы применяются для быстрой оцифровки бесконтактным методом с высоким разрешением различных объектов.
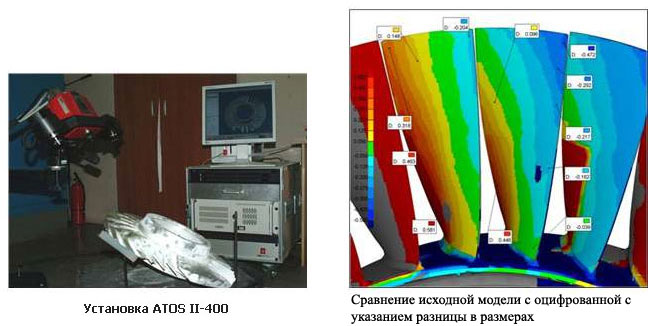
Программное обеспечение GEOMAGIC применяется для получения отчёта по сравнению детали подвергнутой быстрой оцифровке с компьютерной моделью на данную деталь.
Система применяется в автомобилестроении и самолетостроении (оцифровка наружной поверхности, интерьера и отдельных компонентов), в разработках для производства бытовой техники.
Объектами оцифровки могут быть модели, заготовки, пресс-формы, лопатки, крупногабаритные объекты (например, диффузоры и моноколёса) и т.д.
С помощью оптической системы оцифровки ATOS II и программного обеспечения GEOMAGIC возможно решение различных задач:
- генерирование поверхности объекта для проведения, обратного проектирования (реверсивного инжиниринга) и анализа методом конечных элементов и т.д.;
- сравнение реального объекта с компьютерной моделью, чертежами или образцом;
- создание компьютерных моделей для станков с ЧПУ и для систем быстрого прототипирования;
- быстрое дублирование деталей (быстрое макетирование или фрезерование);
- сравнение детали с компьютерной моделью с высокой точностью (от 3 микрон до 50 микрон – в зависимости от размеров детали);
- получение детального протокола отклонений детали в определённых сечениях, заданных для проверки в чертеже;
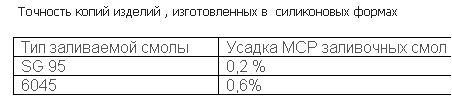
- получение размеров детали и ОММ на сечениях детали и возможность посчитать усадку материала.
ЛИТЬЁ В ЭЛАСТИЧНЫЕ ПРЕССФОРМЫ
 Литье в вакууме в эластичные формы – это процесс получения опытных образцов и небольших партий пластмассовых деталей и выплавляемых моделей любой сложности и габаритов без изготовления традиционного технологического оснащения.
Литье в вакууме в эластичные формы – это процесс получения опытных образцов и небольших партий пластмассовых деталей и выплавляемых моделей любой сложности и габаритов без изготовления традиционного технологического оснащения.
Благодаря использованию широкой гаммы материалов, отливаемые копии могут быть эластичными, жесткими, термостойкими, ультрафиолетовостойкими, прозрачными, различных цветов.
Принцип изготовления деталей по технологии литья в эластичные формы заключается в абсолютно точном копировании модели. Форма изготавливается простой заливкой полимеризующегося силикона вокруг модели.
Модель удаляется из силиконовой формы после разреза формы по поверхности разъема.
Литьевые смолы смешиваются в вакуумной камере установки и заливаются в силиконовую форму.
Возможность воспроизведения сложных форм, мельчайших деталей. МСР-смолы для литья в вакууме обеспечивают любые текстуры поверхности и цвета, имеющие различную твердость и термостойкость, что позволяет имитировать большинство пластмасс и резин, используемых в современном производстве.
Технология литья в эластичные силиконовые формы в вакууме позволяет:
- получить точные копии мастер-модели со стабильными размерами;
- проверить собираемость и работоспособность конструкций, отработать дизайн изделия;
- провести испытания до изготовления серийной оснастки;
- изготовить партию опытных образцов в течение нескольких часов после изготовления силиконовой формы;
- получить выплавляемые модели для мелкосерийного литья металлических деталей.
ИЗГОТОВЛЕНИЕ МЕТАЛЛОПОЛИМЕРНЫХ ПРЕССФОРМ
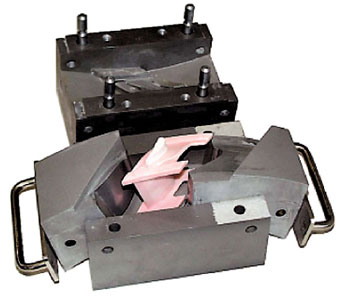 Пресс-формы из металлополимерной композиции позволяют получить партию пластмассовых деталей из серийных пластмасс либо серию выплавляемых моделей традиционного технологического оснащения.
Пресс-формы из металлополимерной композиции позволяют получить партию пластмассовых деталей из серийных пластмасс либо серию выплавляемых моделей традиционного технологического оснащения.
Принцип изготовления металлополимерных пресс-форм заключается в абсолютно точном копировании модели. Форма изготавливается простой заливкой металлополимерной композиции вокруг модели.
Металлополимерная композиция обеспечивает возможность воспроизведения сложных поверхностей, мельчайших деталей и любой текстуры.
Технология создания металлополимерных форм позволяет:
- изготовить пресс-формы для литья под давлением серийных пластмасс, выплавляемой композиции, карбамида в течении нескольких дней после получения модели;
- проверить собираемость и работоспособность конструкций;
- проводить испытания до изготовления серийной оснастки;
- изготовить пробные партии деталей;
Основные преимущества при применении:
- полностью воспроизводятся поверхности, мельчайшие детали и любые текстуры исходной модели.
- готовые детали из серийных пластмасс могут быть в вашем распоряжении уже через нескольких дней.
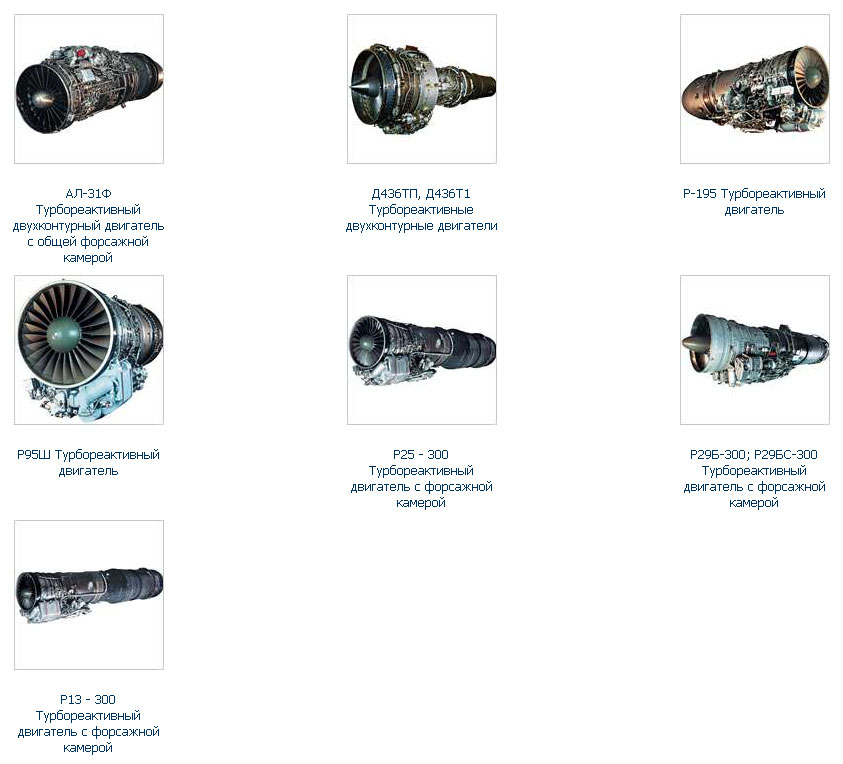
АВИАЦИОННАЯ ПРОДУКЦИЯ
В настоящее время из авиационной тематики УМПО производит турбореактивные двигатели АЛ-31Ф и АЛ-31ФП для самолетов Су-27, Су-30, Су-35 со всеми их модификациями,Р-95Ш и Р-195 для семейства самолетов Су-25, Д-436Т1 для Ту-334 и Д-436ТП для самолета-амфибии Бе-200, колонки несущих винтов на вертолеты Ка-27, Ка-28, Ка-32, трансмиссии для вертолетов Ми-26.
Совместно с ОАО "НПО "Сатурн" идет изготовление узлов еще одного нового двигателя поколения 4+, освоение двигателя АЛ-55. Постановлением Правительства Российской Федерации ОАО "УМПО" включено в состав предприятий, задействованных в серийном производстве авиадвигателя пятого поколения.
Турбореактивные двигатели
Узлы вертолетов

Газотурбинная энергетика
Новое направление производственной деятельности - изготовление газотурбинных двигателей индустриального применения. На базе АЛ-31Ф освоено производство газотурбинного привода АЛ-31СТ, применяющегося в составе газоперекачивающих агрегатов мощностью 16 МВт и АЛ-31СТЭ для блочно-модульных электростанций на 20 МВт. Мы можем предложить потенциальным заказчикам целую гамму продукции в различной компоновке, включая сдачу "под ключ" целых станций.
