

Имеющие место в эксплуатации случаи аварийных отказов литых вагонных деталей из стали 20ГЛ с усталостным и даже хрупким характером разрушения чаще всего объясняются неблагоприятной структурой стали и наличием в ней неметалли-ческих включений остроугольной формы, а так¬же не выявленными при неразрушающем контроле литейными дефектами с недопустимыми размерами. В связи с этим происходит ужесточение предъявляемых к вагонным деталям технических требований, особенно к несущим деталям тележек.
Действующий отраслевой стандарт ОСТ-32.183-2001 на боковые рамы и надрессорные балки тележек предусматривает, наряду с другими показателями механических свойств, систематическое определение ударной вязкости на образцах с острым надрезом КСV-60°С при нормированном значении 167 кДж/м2, которое, однако, не является браковочным признаком ввиду значительного разброса результатов испытаний. Несмотря на то, что сдаточные свойства выплавляемой на металлургическом заводе ФГУП «ПО Уралвагонзавод» мартеновской стали марки 20ГЛ существенно превосходят требования отраслевого стандарта, у значительной части плавок величина КСV-60°С не удовлетворяет установленному нормативу, что объясняется неблагоприятным влиянием неметаллических включений в структуре металла.
Имеет место так-же весьма высокий брак отливок по литейным дефектам, прежде всего по раковинам различного происхождения и горячим трещинам. Основной причиной их образования является повышенная начальная температура заливки (1590°С), необходимая для обеспечения жидкотекучести металла. Поэтому актуально совершенствование технологии выплавки и внепечной обработки стали для обеспечения стабильно высокого уровня литейно-механических свойств и, прежде всего, за счет ее модифицирования.
Поскольку исходный уровень механических свойств мартеновской стали 20ГЛ, выплавляемой на ФГУП «ПО Уралвагонзавод», высокий, то для обеспечения стабильности значений КСV-60°С применение дорогих модификаторов не рентабельно. Поэтому было обращено внимание на получивший в последние годы широкое распространение природный барий-кальций-стронциевый минерал на основе бентонита (Ва, Са, Sr)CO3, применяемый в обогащенном виде под маркой БСК-2 для модифицирования раз¬личных металлов и сплавов. Его основными составляющими являются окислы кремния, бария, кальция и стронция, химически связанные с углекислым газом в карбонаты, при среднем содержании (%): 24,8 SiO2; 16,0 ВаО; 21,5 СаО; 5,5 SrO; 18,0 CO2; последний компонент выделяется из карбоната при термическом разложении в процессе взаимодействия с расплавом.
Благоприятное воздействие модифицирования щелочноземельными металлами на металлургические процессы и свойства металлов общеизвестно. Эффективным технологическим приемом, позво-ляющим существенно повысить хладостойкость литых сталей, является обработка их комплексными лигатурами, содержащими ЩЗМ.
Кальций, стронций и барий, благодаря их химической активности, обладают большим сродством к кислороду и большинству его соединений. Эти элементы, особенно кальций, проявляют высокое рафинирующее воздействие на различные сплавы как самостоятельно, так и в виде окислов. Без окиси кальция невозможно проведение большинства металлургических процессов. Высокой рафинирующей способностью обладают также оксиды бария и стронция, которые, находясь в восстановительных шлаках, усиливают их актив-ность и обеспечивают более глубокое рафинирование стали на границе «металл-шлак» вследствие повышения констант десульфурации и дефосфорации.
Однако десульфирующая и модифицирующая способность подобных лигатур в значительной мере определяется степенью раскисленности ста¬ли. Это объясняется тем, что ЩЗМ обладают высоким сродством как к кислороду, так и к сере, и в случае низкого содержания алюминия в стали в основном расходуются на раскисление. С увеличением концентрации алюминия содержание несвязанного кислорода в стали уменьшается и, следовательно, вероятность взаимодействия ЩЗМ с серой возраста-ет. При концентрации остаточного алюминия в стали менее 0,03% наблюдается па-дение ударной вязкости, связанное с присутствием пленок сульфидных эвтектик, располагающихся по границам зерен (второй тип включений по классификации Симса и Даля).
В этом случае обработка стали комплексным модификатором мало-эффективна в связи с тем, что основная часть его расходуется на раскисление, а загрязненность его пленочными суль¬фидами практически не меняется.
Повышение ударной вязкости стали, обработанной ЩЗМ, наблюдается при относительно высо-ких концентра¬циях алюминия. Кальций в этом случае принимает активное участие в формировании оксисульфидных глобулярных включений.
Вследствие того, что сульфиды кальция и сульфиды марганца образуют ряд твердых растворов с высокой температурой плавления, происходит выделение комплексных сульфидов на более ранней стадии кристаллизации стали. Комплексные сульфидные включения, содержащие CaS, хорошо ассимилируются известково-глиноземными расплавами - продуктами раскисления. Поэтому в стали, раскисленной алюминием и ЩЗМ, выделяющаяся ок¬сидная фаза оказывается в сульфидной оболоч-ке. В этом случае оксидные сегрегации А12О3 остроугольной формы превращаются в глобулярные, равномерно распределенные в объеме металла, частицы, что существенно уменьшает их отрицательное влияние как концентраторов напряжений.
Известно также, что модифицирование стали 20ГЛ, в частности лигатурой КЦеЖ на основе церия, позволяет повысить ее механические свойства до требуемого нормативной документацией уровня, при этом рекомендуемое количество вводи-мого модификатора составляет 1,5-1,7 кг на тонну жидкой стали [1]. Этот модификатор хоть и дешевле ферроцерия, но все же увеличивает себестоимость вагонного ли-тья на ~ 6%, что компен¬сируется снижением брака отливок по механическим свойствам.
По данным промышленного применения БСК-2, его карбонатная форма эффективно работает как в жидком металле, так и в шлаках [1]. Отмечается, что при обработке стали этим модификатором уменьшается количество неметаллических включений в расплаве, улучшается структура фазовых составляющих и возрастают показатели литейно-механических свойств. Более значительный эффект модифицирования получен при обработке сталей аустенитного класса, в частности 110Г13Л, что объясняется высоким содержанием марганца и углерода.
При этом необходимо учитывать, что по действующим техническим требованиям ТТ ЦВ-32-695-2006 на литые несущие детали вагонных тележек после термической обработ¬ки по режиму нормализации должно обеспечиваться получение мелкозернистой структуры стали с номером зерна не ниже 8-го по ГОСТ 5639-82. Поэтому были правомочны сомнения относительно действительной эффективности модифицирования стали феррито-перлитного класса барий-кальций-стронциевым карбонатом.
На металлургическом заводе ФГУП «ПО Уралвагонзавод» выполнены исследования различных вариантов печного и внепечного модифицирова¬ния мартенов-ской стали 20ГЛ с использованием модификатора БСК-2 пер¬вого класса крупности (размер кусков в поперечнике 10x70 мм).
Опытно-промышленные плавки проводились в 60-тонной мартеновской печи с основной футеровкой, которые разливались в два 30-тонных ковша. Большой объем жидкой ванны вызывает необходимость значительного нагрева металла перед выпуском из мартеновской печи до температуры не ниже 1620°С, что увеличивает продолжительность металлургического процесса, а следовательно, и продолжительность воздействия восстано¬вительного шлака на футеровку печи. Это оказывает существенное влия¬ние на характер физико-химических процессов раскисления и модифицирования стали по сравнению с обработкой металла, выплавляемого в элек¬тропечи и разливаемого в ковши меньшей емкости.
Проведенная серия плавок по различным вариантам модифицирования стали 20ГЛ в мартеновской печи не позволила сделать достаточно надежные выводы об эффективности барий-кальций-стронциевого карбоната при введении в печь в количестве 2-7 кг на тонну жидкой стали в конце плавки (за 10 мин до выпуска). Более того, установлено негативное влияние на стойкость футеровки печи оксидов бария и стронция, образующихся из карбонатов при их термическом разложении. В худшем состоянии были также футеровка и стопор ковша. В некоторых плавках металл при разлив¬ке был потерян. Одновременно установлено улучшение жидкотекучести и снижение содержания в стали газообразующих примесей кислорода, азо¬та и водорода. Средние массовые доли кислорода и водорода снизились почти на треть, отмечено также некоторое уменьшение содержания серы и фосфора (на ~10 %); по химическому составу модифицированная сталь практически не отличалась от металла серийной выплавки.
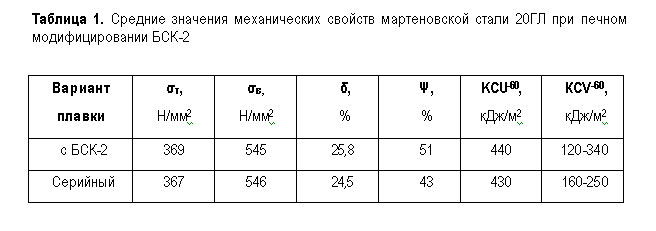
Прочностные свойства и ударная вязкость КСV-60°С у стали, модифицированной, и серийной плавок находились практически на одинаковом уровне при несколько более высоких показателях пластических свойств. Однако диапазон значений ударной вязкости КСV-60°С y стали, обработанной БСК-2, был шире, хотя и при более высокой максимальной величине (табл. 1). Этот факт можно объяснить только отрицательным влиянием неметал¬лических включений, попадающих в металл вследствие разъедания футеровки печи и ковша мартеновским шлаком, обогащенным высокоактивными оксидами бария и стронция.
По результатам металлографических исследований структуры стали 20ГЛ, модифицированной в мартеновской печи БСК-2, установлено наличие неметаллических включений в виде сульфидов и алюмосиликатов, при этом существенной глобуляризации сульфидов не отмечено. Микроструктура модифицированного и серийного металла и балльность зерна удов¬летворяли техническим требованиям и практиче-ски не отличались.
На основании полученных результатов исследований, несмотря на удовлетворяющие требованиям отраслевого стандарта значения показателей механиче-ских свойств, модифицирование в мартеновской печи стали 20ГЛ барий-кальций-стронциевым карбонатом признано неперспективным.
Дальнейшие эксперименты по обработке мартеновской стали кусковым мо-дификатором БСК-2 проводились его введением в ковш. При тепловом воздействии расплавленной стали, нагретой до температуры выше 1600°С, карбонаты бария и стронция, имеющие плотность около 3,5 г/см3, терми¬чески разлагаются под струей заливаемой стали с выделением пузырьков СО2 в поверхностном слое металла. Происходящее интенсивное перемешивание расплава усиливает эффект рафинирования стали от неметаллических включений и газов, а также усредняет по объему ковша температуру и химический состав металла. Рафинирование и модифицирование по¬зволяют эффективно воздействовать на процесс адсорбции за счет удаления вредных примесей и газов, изменяя характер кристаллизации и перераспределения кристаллизующихся фаз и их количества. Поэтому обработка стали барий-стронций-кальциевым карбонатом существенно по¬вышает ее литейные свойства (жидкотекучесть и трещиноустойчивость) и механические характеристики (прочность, износо-стойкость и хладостойкость).
Поскольку в отличие от модифицирования стали 20ГЛ в мартеновской печи продолжительность физико-химического воздействия металла и вос¬становительного шлака на образующиеся при разложении карбоната ок¬сиды бария и стронция существенно ниже, то вследствие этого «живучесть» модификатора существенно повышается и сохраняется в течение всего периода заполнения ковша и его последующей разливки. Поэтому и процессы вторичного окисления разливаемой стали протекают в меньшей степени. Вследствие этого достигается уменьшение размеров дендритных кристаллов и зерна металла, что благоприятно проявляется на улучшении литейно-механических свойств стали и качестве отливок.
По опыту некоторых предприятий, ковшовое модифицирование с использованием БСК-2 эффективно при его введении в пределах 4 - 7 кг на тонну жидкой стали [2, 3].
При таком модифицировании отмечается улучшение структуры и свойств стали, достигаемое за счет рафинирующе-модифицирующего действия кар-боната: снижается загрязненность стали неметаллическими включениями, особенно сульфидными, их размеры ста¬новятся меньше, а форма - близкой к глобулярной, практически исчезают их пограничные выделения.
Необходимо отметить, что данные выводы сделаны по результатам, полученным на сталях не ферритно-перлитного класса, к тому же при обработке расплава модификатором в малотоннажных ковшах. При внепечной обработке стали 20ГЛ в ковшах большой емкости, как в используемых на металлургическом заводе ФГУП «ПО Уралвагонзавод» 30-тонных сифонных ковшах, технология модифицирования требует существенной корректировки из-за значительной продолжительности выпуска металла в ковш и его последующей разливки (до 90 мин с момента выпуска).
При всех исследованных вариантах внепечного модифицирования стали БСК-2 (первого класса крупности) давался на предварительно нагретое дно ковша с после-дующим прогревом по серийной технологии (до красно¬го каления футеровки). За-тем перед выпуском из печи расплава в ковш давался чушковый алюминий в количестве 1,5 -1,7 кг/т. В сравнительный ковш алюминий давался в количестве 1,3 кг/т, поскольку по некоторым данным БСК-2 эффективно действует при условии глубо-кого раскисления стали алюминием. Затем при наполнении ковша металлом до 3 - 7 т вводи¬ли ферросплавы в количестве, предусмотренном серийной технологией выплавки стали 20ГЛ.
Количество мартеновского шлака на поверхности жидкого металла в опытном и серийном ковшах не превышало по высоте 200 мм, а выдержка стали перед разливкой составляла 10-15 мин. По ходу плавки производился отбор шлаков по серийной технологии, а также дополнительно брались шлаки перед выпуском и перед разливкой как с мо¬дифицированного, так и немодифицированного ковша, а также после разливки ковшей. Отбор проб стали на химический состав и содержание газообразующих примесей производился в начале, середине и конце разливки с каждого ковша. Одновременно с этим заливались трефовидные пробы для изготовления стандартных образцов для испытаний на растяжение и ударную вязкость. В середине разливки металла из сравниваемых ков¬шей заливались технологические пробы на жидкотекучесть и трещиноустойчивость.
Было установлено, что при внепечной обработке стали модификатором БСК-2 в количестве свыше 3 кг на тонну расплава, но не более 6 кг/т, стабильно повышаются литейно-технологические свойства стали и обеспечивается полная разливка металла. При количестве вводимого БСК-2 рав¬ного 7 кг/т имело место разъедание футеровки ковша и стопора, вслед¬ствие чего повысилось загрязнение металла неметаллическими включениями, а в структуре нормализованной стали выявлены уча-стки перегрева с увеличением размеров зерен и снижением их балльности менее № 8 по ГОСТ 5639-82, что не допускается действующими техническими требованиями. Наилучший эффект внепечного модифицирования мартеновской стали 20ГЛ барий-кальций-стронциевым карбонатом получен при введении в ковш модификатора в количестве 5 кг/т и чушкового алюминия в количе¬стве 1,7 кг/т. Химические составы опытной и серийной плавок приведены в табл. 2.
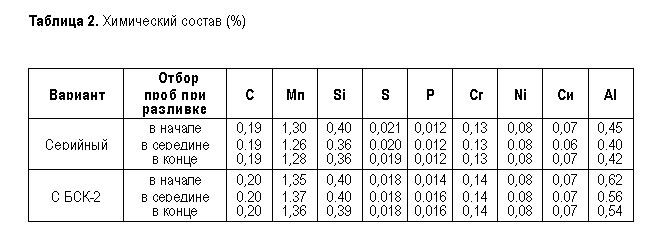
Обращает на себя внимание хотя и небольшое (около 7%), но стабильно повторяющееся повышение массовой доли марганца и снижение содержания серы в мо-дифицированной стали, что подтверждает устойчивую тенденцию восстановления марганца из находящихся в расплаве его сульфидов оксидами бария и стронция, про-текающего во взаимодействии с алюминием. Незначительное увеличение в моди-фицированной стали содержания фосфора следует отнести на его восстановление за счет глу¬бокого раскисления алюминием по сравнению с металлом серийной плав¬ки. Механические свойства сравниваемых вариантов внепечной обработ¬ки стали 20ГЛ приведены в табл. 3.
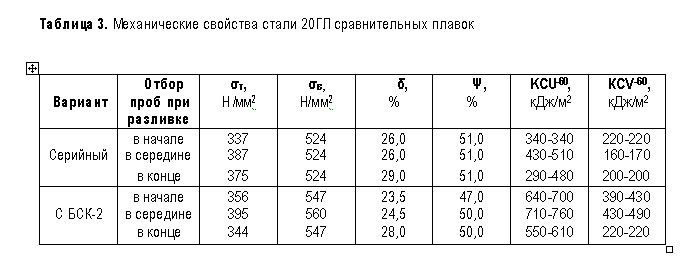
Они свидетельствуют, что показатели прочности и ударной вязкости модифицированного БСК-2 металла существенно превосходят сравниваемые значения серийной стали. Следует также отметить достаточно хорошее усред-нение механических свойств по объему ковша. Несколько ниже оказались показатели пластических свойств σ и Ψ, что объяснимо, но они, тем не менее, существенно превосходят требуемые отраслевым стандартом минимальные пределы. Заслуживает вни¬мание почти двукратное повышение ударной вязкости KCU-60, по сравнению с металлом серийной плавки.
Имеющееся снижение ударной вязкос¬ти КСV-60 в конце разливки следует считать не существенным, т.к. она заметно выше полученных значений на серийной стали. Учитывая, что пос¬ледним металлом из ковша по регламенту зали-ваются формы для отливок менее ответственного назначения, применение дополни-тельных технологических мероприятий по усреднению свойств металла в ковше, например продувкой аргоном, нерационально.
Проведенные стендовые усталостные испытания боковых рам, отлитых из модифицированной БСК-2 стали, показали повышение ограниченной выносливости в 2,5 раза по сравнению с нормативным значением. Оче¬видно, следует ожидать до-полнительного улучшения механических и эксплуатационных свойств стали 20ГЛ при совершенствовании технологии ковшового модифицирования при использова-нии дробленого БСК-2 или второго класса крупности (размер кусков в поперечнике от 10 мм до пылевидного).
Таким образом, результаты опытно-промышленной отработки на металлургическом заводе ФГУП «ПО «Уралвагонзавод» технологии модифи¬цирования мартеновской стали 20ГЛ природным барий-кальций-стронциевым карбонатом БСК-2 свидетельствует о возможности существенного улучшения комплекса ли-тейно-механических свойств стали и снижения брака отливок с реально достигае-мым на предприятии высоким технико-экономическим эффектом.
Список литературы
1. Солдатов В.Г., Кульбовский И.К., Мануев М.С. Применение модифицирования стали 20ГЛ для отливок железнодорожного транспорта. - Труды 7-го съез-да РАЛ. - Т.1.- Новосибирск: Историческое наследие Сибири, 2005. - с. 179-182.
2. Андреев И.Д., Афонаскин А.В., Бажова Т.Ю., Дородный В.Д. Влияние технологических параметров модифицирования комплексными модификаторами на свойства отливок // Литейное производство. - 2002. - №6. - с.13-15.
3. Черняк С.С., Ромен Б.М. Высокомарганцовистая сталь в машиностроении.- Иркутск: Иркутский университет, 1996. - с. 165-201.