При получении отливок из чугуна для проведения операции микролегирования оловом, медью и др. в печи или ковше чаще всего используются чистые металлы. В данном случае это является вполне оправданным, так как усвоение этих элементов при их введении в чистом виде достаточно высокое. Однако высокая стоимость чистых материалов и их дефицитность вызывают повышенный спрос на них, чем и пользуется определённый слой «теневых» предпринимателей, создавая часто нелегальные пункты приёма цветных металлов и сплавов. В больших литейных производствах, где применяются чистые материалы, представляется большой сложностью тщательное отслеживание материалопотоков и чаще всего имеет место их хищение в больших или меньших размерах. Наиболее традиционное решение в таких случаях - усиливать и усложнять систему охраны складов металлических материалов - чаще всего не обеспечивает ожидаемого результата, так как с одной стороны, чтобы окупить использование специального оборудования и дополнительного персонала, необходимы добавочные затраты, что однозначно повышает себестоимость производимого литья. В дополнение к этому постоянно совершенствуются способы хищения и общая тенденция такова, что эти процессы постоянно развиваются и попеременно обгоняют друг друга.
В чугунолитейном производстве ОАО «АВТОВАЗ» вышеозначенная проблема хищения меди и, особенно, олова также является очень актуальной и насущной. Наиболее рациональным и оправданным является решение, заключающееся в получении лигатур, содержащих в качестве одного из компонентов дефицитного элемента. Выделение чистого элемента из сплава чаще всего является процессом дорогостоящим и сложным, в результате чего заинтересованность в таких материалах у субъектов «теневой экономики» пропадает. Однако при получении сплавов интересующего элемента с другими, учитывая особенности диаграмм состояния и технологии получения, их микроструктура может быть очень неоднородной по выделяемым твёрдым фазам и интерметаллидам. Поэтому внедрению лигатуры должны в обязательном порядке предшествовать эксперименты по проверке условной усвояемости элемента из лигатуры. В данном случае усвояемость названа условной исходя из того, что элемент вводится в расплав не в чистом виде, а виде сплава, обладающего определённой неоднородностью. Поэтому под условной усвояемостью может также пониматься косвенная оценка однородности лигатуры по основному элементу.
Для проведения исследований по условной усвояемости и однородности распределения олова была изготовлена лигатура ФС20Сн50 фракции 3,2…20 мм (табл. 1).
Таблица 1.
|
Химический состав, % | ||
|
Si |
Sn |
Fe |
|
Нормируемый диапазон | ||
|
18…22 |
50…55 |
остальное |
|
Фактическое содержание | ||
|
20,5 |
55,1 |
остальное |
Такой состав лигатуры является наиболее удачным и обусловлен следующим. Ведение в лигатуру 50% олова является наиболее простым и оптимальным решением с точки зрения проведения необходимых расчётов величин навесок лигатуры. Использование в качестве второго компонента лигатуры ФС20 необходимо для получения оптимальной дробимости лигатуры и получения нужной товарной фракции, так как ферроолово является очень хрупким материалом, состоящим при содержании олова от 50 до 66,7% из двух фаз - FeSn+FeSn2, из которого не представляется возможным получить требуемую однородную кусковую фракцию.
В ходе проведения работы было проведено 3 эксперимента.
Эксперимент 1. Испытания оловянной лигатуры при заливке отливок «Блок цилиндров». Регламентируемый диапазон содержания олова в отливке - 0,08…0,12%. Исходя из остаточного содержания олова в чугуне - 0,027% и ориентируясь на среднее значение содержания олова в отливке - 0,1%, было приготовлено 2 навески лигатуры по 1,6 кг. Масса металла в 1-м ковше - 1220 кг, а во 2-м - 1200 кг. Лигатура вводилась в ковш под струю единой порцией вместе с модификатором ФС65Ба1.
Эксперимент 2. Повторные испытания оловянной лигатуры при заливке отливок «Блок цилиндров». Также как и в предыдущем эксперименте исходя из остаточного содержания олова в чугуне - 0,027% и ориентируясь на среднее значение содержания олова в отливке - 0,1%, было приготовлено 2 навески лигатуры по 1,6 кг. Масса металла в 1-м ковше - 1214 кг, а во 2-м - 1216 кг. Лигатура вводилась в ковш под струю единой порцией вместе с модификатором ФС65Ба1.
Эксперимент 3. Испытания оловянной лигатуры при заливке отливок «Вал распределительный». Регламентируемый диапазон содержания олова в отливке - 0,08…0,10%. Исходя из остаточного содержания олова в чугуне - 0,018% и ориентируясь на среднее значение содержания олова в отливке - 0,09%, было приготовлено 2 навески лигатуры по 1,57 кг. Масса металла в 1-м ковше - 1194 кг, а во 2-м - 1160 кг. Лигатура вводилась в ковш под струю единой порцией.
Результаты всех экспериментов приведены в таблице 2.
Параметры, используемые для расчёта содержания олова в чугуне:
Таблица 2.
|
Эксперимент |
Расчётное содержание олова в чугуне |
Фактическое содержание олова в чугуне, % |
Условное усвоение, % | |
|
1 |
1.1 |
|
0,094 |
95 |
|
1.2 |
|
0,099 |
99 | |
|
2 |
2.1 |
|
0,09 |
90 |
|
2.2 |
|
0,096 |
96 | |
|
3 |
3.1 |
|
0,089 |
99 |
|
3.2 |
|
0,089 |
96 | |
Показатель усвоения олова является условным и, в то же время, интегральным, так как помимо непосредственного усвоения олова в чугуне он включает в себя следующие составляющие: погрешность прибора и метода определения олова, а также однородность распределения олова в лигатуре по объёму слитка или, иначе говоря, его ликвацию. Учитывая многофазность тройной диаграммы Fe-Si-Sn и расслоения фаз в твёрдом состоянии, вклад в данный показатель однородности распределения олова в лигатуре по объёму слитка наиболее внушителен.
Таким образом, условное усвоение олова - отношение фактического содержания олова в чугуне к расчётному - составило от 90 до 99%, среднее значение - 96%. Следовательно техническая целесообразность использования оловосодержащей лигатуры взамен чистого олова не вызывает сомнения.
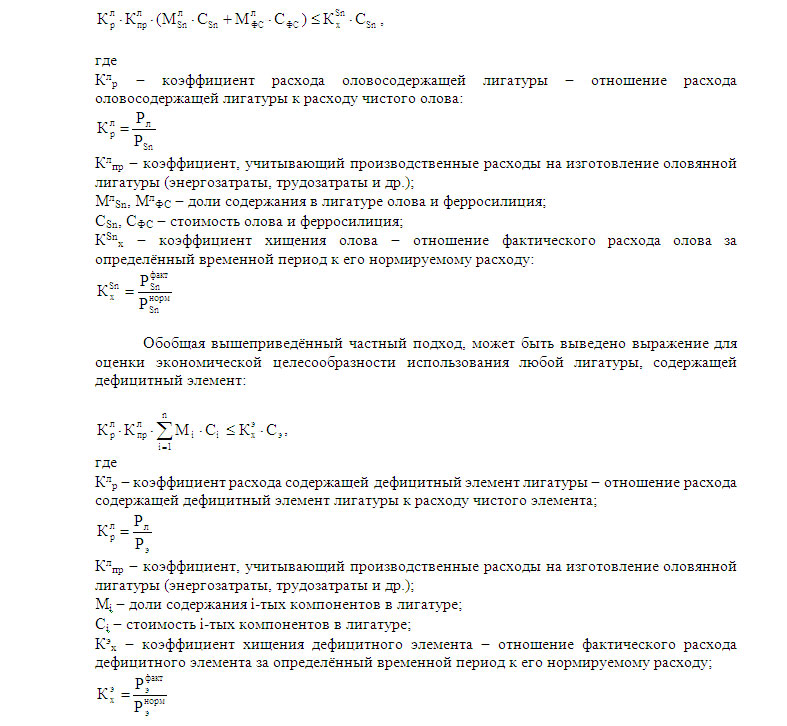
Оценка экономической целесообразности использования оловосодержащей лигатуры взамен чистого олова может быть проведена исходя из следующего выражения: